


The global petrochemical sector is shifting toward large-scale, combined, and advanced operations right now. Refining and chemical integration projects stand as the top examples of this change. They merge crude oil refining with chemical processing into one streamlined industrial setup. Yet, this combination creates tough demands on equipment for moving fluids. These machines now work in places with high heat, high pressure, and strong corrosion.

Challenges in Refining & Chemical Integration Projects
Demands of High-Temperature Hot Oil Transfer
In a combined refining site, moving hot oil at high temperatures plays a key role. This often means dealing with liquids over 400°C. Such conditions push the pump’s build to the edge. Heat causes parts to expand, which can shift the pump away from the motor. As a result, vibrations start, bearings break down, or seals leak. Plus, hot oil can turn to vapor easily. That raises big safety worries. A break in containment might spark fires or blasts.
Risks of High-Pressure Fluid Transfer
Transferring fluids under high pressure brings its own set of tough spots. This is common in hydrocracking or systems feeding high-pressure boilers. These jobs need pumps that build strong pressure inside and hold up against it, all while keeping exact flow speeds. Regular pump bodies often bend under this force. That messes up the space inside and wears out the parts that handle the liquid fast.
Limitations of Conventional Centrifugal Pumps
Standard centrifugal pumps usually fall short in the world of combined refining. They tend to have weaker flow efficiency, which means they use more power in plants that run nonstop. Also, their basic materials give way to strong corrosion in today’s refining. Acidic parts or harsh catalysts show up often in these processes. Regular check-ups and fixes for old-style pumps break the steady stream needed for smooth integration. This drives up the full cost of owning and running the plant for those in charge.
Longgang Pump Solutions for Extreme Working Conditions
Innovative BB5 Lined BB3 Structure Design
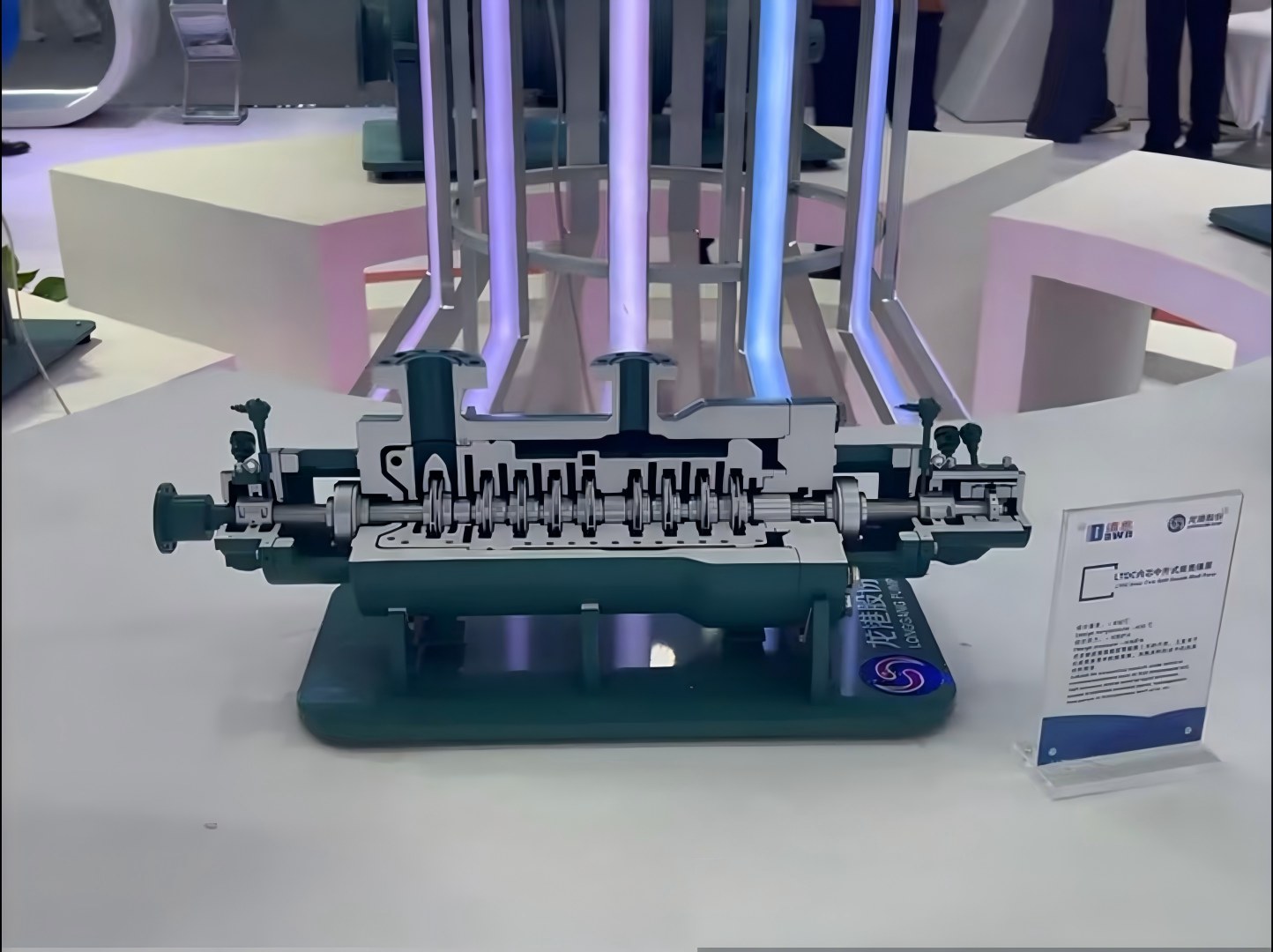
To handle the worst mixes of pressure and heat, we created a special LTD (BB5)-Double Shell Multi-Stage Centrifugal Pump with a “BB5 lined BB3” setup. This blends the safe hold of a two-layer barrel pump with the inner steadiness of a multi-stage horizontal split type. The outside barrel keeps high pressure in check and deals with heat growth. Meanwhile, the inside LCD (BB3)-Horizontal Split Multi-Stage Centrifugal Pump unit makes maintenance simpler and balances the liquid flow better. This mixed method makes sure that during quick heat changes, the inner parts stay in place and keep working.
Specialized Materials for High Corrosion Resistance
Structure is just one part. Materials form the heart of what we do. We supply chemical pumps with common anti-rust options. But our research group has built pumps from unique metal blends, too. We focus on super-low carbon duplex stainless steels and mixes that stand up to harsh stuff like anti-dilute sulfuric acid, hydrochloric acid, concentrated sulfuric acid, and caustic soda. This know-how in materials keeps our centrifugal pumps solid even when carrying the roughest chemical loads.
Hydraulic Efficiency Optimization in BB Series
Saving energy matters a lot to our team of about 70 in research and development. Our LBD (BB2)-Radial Dissection Chemical Process Centrifugal Pump shows this well. It hits a checked top flow efficiency of 90.5%. That’s 3.5% above China’s top energy-saving level. By refining the paths for liquid in our LAD (BB1)-Axial Split Double Suction Centrifugal Pump and other BB line models, we cut down the carbon output and running expenses for refineries across the pump’s full run time.
Case Study: Yulong Island Integration Project
Performance of Feed Oil Circulation Pumps
We delivered the feed oil circulation pumps for this job. They manage the vital movement of hot oil at high temperatures. We used our made-to-order LTD (BB5) lined LCD (BB3) build to match the strict safety and work standards set by the on-site team. These pumps deal with heat strains from ongoing loops without losing flow strength. During startup, they handled initial loads smoothly, avoiding the common early wear seen in less robust units.
Achieving Reliability in Extreme Environments
Results from Yulong Island Integration Projects show how we bring ready fixes for pumps in petrochemical gear. With our LTD (BB5) tech, the site runs steadily in hot settings. This proves that our homegrown high-end pumps match or beat global names in the hardest spots.

Comprehensive Matching Schemes for Large Installations
Tailored Solutions for Petrochemical Equipment
We go beyond just providing pumps. We deliver full plans that fit. This could be the LDD (BB4)-High Pressure Segmented Multi-stage Centrifugal Pump for boiler feed tasks or the LZA (OH1)-Single Stage Cantilever Centrifugal Pump for side chemical jobs. We adjust each pick to the liquid traits and pipe layout of the site.
Stringent Quality Standards and API Certification
Quality builds the foundation of the Longgang Pump name. We cleared ISO9001:2008 quality checks and, most importantly, the American Petroleum Institute (API) quality system approval. This means every Centrifugal Pump from our plant hits the tough safety and work marks that the worldwide oil and gas field expects.
Full Life-Cycle Technical and After-Sales Support
Our promise to clients lasts past the first deal. We give a 12- or 18-month guarantee and ongoing care for all items. Free help on tech comes standard, from picking the right pump to training on how to run it and fix issues. If trouble hits, we reply in 24 hours. We can send service staff to the location for setup, checks, or problem-solving.
Conclusion
Big refining and chemical integration projects are pushing what industrial gear can take to new limits. From looping hot oil at high heat to feeding boilers under high pressure, centrifugal pumps must work without fail for the job to succeed.
We welcome you to try the dependability and skill that have built us as a go-to ally for the globe’s toughest refining and chemical work. Contact Longgang Pump today to get a professional technical consultation and a high-performance centrifugal pump solution for your next integration project.
FAQ
Q: Why are centrifugal pumps preferred for high-temperature hot oil transfer in refineries?
A: Centrifugal pumps, especially BB series like our LBD (BB2) and LTD (BB5), get the nod because builders can add cooling setups, ways to handle heat growth, and tough seals. These features keep things safe and steady above 400°C.
Q: What are the main advantages of a BB5 pump over other multi-stage pumps?
A: The LTD (BB5) two-layer setup adds safety for fluids under high pressure and heat. If the inner unit breaks, the outer shell holds the liquid and stops dangerous spills. It also copes better with sudden heat shifts than one-layer types.
Q: Can Longgang Pump provide equipment for highly corrosive chemical processes?
A: Yes, we build pumps from special metal mixes, including super-low carbon duplex stainless steels. These tackle rough stuff like concentrated sulfuric acid, hydrochloric acid, and caustic soda.
Q: How does Longgang Pump ensure the energy efficiency of its products?
A: Our research crew uses detailed flow models to improve liquid routes. Take our LBD (BB2) line. It reaches 90.5% flow efficiency, cutting power use way below what regular pumps demand.
Q: Does Longgang Pump provide on-site technical support for large-scale projects?
A: Yes, we offer full technical advice. We send skilled after-sales staff to the site for setup, checks, and training as the contract requires.




