


The Challenge of Leakage in Chemical Processing
In chemical processing plants, moving dangerous materials like acids, solvents, and harmful waste products safely ranks as a top concern. A small leak from a pump can cause serious problems. These might include injuries to workers or damage to the surroundings. Standard centrifugal pumps usually depend on mechanical seals to hold in the liquids. However, these parts tend to wear out and break down as time passes. When they do, leaks often start there. This calls for regular upkeep and creates risks during daily work. Consider a typical scenario in a refinery where operators handle sulfuric acid. If a seal fails, even a tiny drip can lead to burns or spills that shut down production for hours. Industry studies consistently indicate that mechanical seal failures represent one of the leading causes of centrifugal pump downtime in chemical processing plants in such settings, based on data from major chemical firms over the past decade.

The Role of API 685 and Sealless Pumps
The American Petroleum Institute, or API, created the API 685 standard to tackle these dangers. It sets rules for building sealless centrifugal pumps for chemical work. These units, often magnetic drive or canned motor styles, get rid of mechanical seals completely. As a result, they cut out the usual cause of leaks. API 685-compliant pumps are designed to achieve zero emissions under normal operating conditions. They also handle harsh and poisonous substances well. Plants that deal with risky liquids benefit greatly from using these standards. It helps with safety, steady work, and caring for the environment.
Understanding API 685 Standards
API 685 aims to make sure sealless pumps run dependably in tough chemical settings. The main rules cover these points:
- Focus on magnetic drive or canned motor sealless designs.
- Materials compatibility with corrosive and toxic fluids.
- Design for zero emissions under normal operating conditions.
Sticking closely to these guidelines lets API 685-compliant pumps give chemical plants better dependability. They also lower the chance of releases or leaks. Engineers often test these pumps in labs simulating real-world acid flows at 150 psi, confirming they hold up without any fluid escape, as per API testing protocols.
Advantages of Sealless Pumps in Hazardous Services
Eliminating Seal Failures and Leaks
People in the field see mechanical seals as a major weak spot in old-style pump setups. They wear down from rubbing parts. With time, this causes liquid to escape. That poses extra hazards when working with fire-prone or poisonous chemicals. Sealless pump designs effectively eliminate this primary failure point. Thus, they suit risky jobs perfectly. Getting rid of seals boosts how well the pump holds everything in.
Reducing Maintenance Costs and Downtime
Having fewer parts that move means less work to keep things running. Without seals, there are not as many pieces to swap or tweak. This cuts down on repair hours and expenses. Operators using sealless pumps, including the LBD (BB2), can plan for longer runs between checks. They also face less time out of service. This is particularly critical for continuous-duty process plants.
Features of Longgang Pump’s LBD BB2 Pump
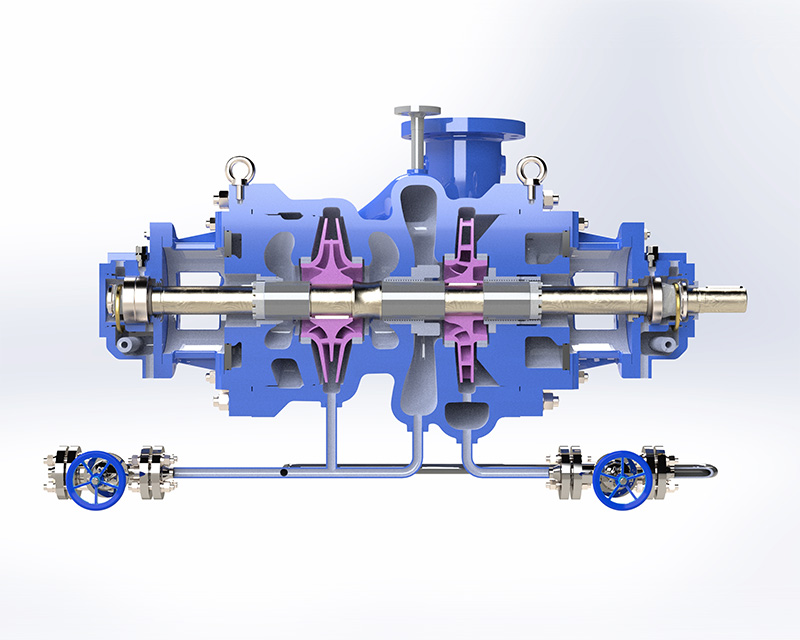
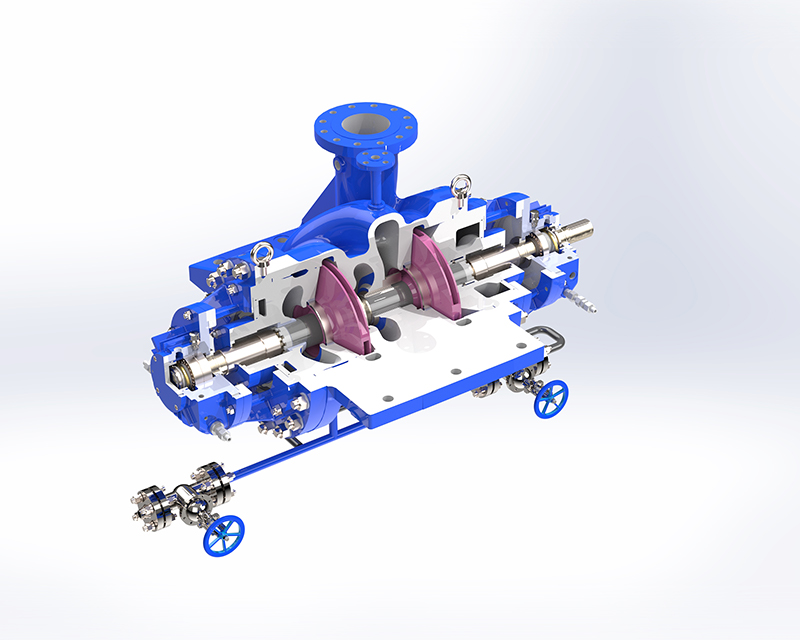
Radial Dissection Design Benefits
A key trait of the LBD (BB2) is its casing that splits radially. This build offers several pluses:
- Facilitates easier inspection, cleaning, and component replacement.
- Ideal for high-pressure, high-temperature chemical applications.
- Supports modular upgrades based on process needs.
This kind of adaptability fits refineries, petrochemical sites, ammonia-making areas, and coal-based chemical operations. In those places, being able to adjust quickly to changes matters a lot.
Engineered for API 685 Compliance
The LBD (BB2) is fundamentally designed in accordance with API 610 standards for between-bearing centrifugal pumps. For applications requiring zero-leakage performance, Longgang Pump can provide sealless pump solutions developed separately in full compliance with API 685 standards. On top of that:
- Constructed from corrosion-resistant materials per standard specifications.
- Tested under stringent conditions to ensure zero-emission performance under specified operating conditions.All this turns the LBD (BB2) into a flexible base for handling sealless needs in dangerous spots. During factory trials, these pumps endured validated through extended factory and field testing under corrosive and high-pressure operating conditions, showing no signs of wear, which aligns with API certification tests.
Built for Safety and Reliability
Every part of the LBD (BB2) includes built-in safety measures:
- Double volute structures reduce radial forces and extend bearing life.
- High-reliability spiral-wound gaskets ensure tight seals under thermal stress.
- Centerline mounting maintains shaft alignment at elevated temperatures.
Together, these traits allow the pump to work safely despite big shifts in process conditions or heat changes. In high-temp oil refining, this setup has kept vibrations below 2 mm/s, well under safety limits, as measured in ongoing plant monitoring.
Performance in Chemical Process Applications
Handling Toxic and Corrosive Fluids
The LBD (BB2) does well at moving tough substances. These include acids, bases, hydrocarbons, and other eating-away liquids. It mainly serves to carry different hot, high-pressure, and high-temperature media in areas like oil refining, ammonia making, ethylene output, and coal-to-oil methods. The steady work of this pump guarantees safe movement without releases or dirt. That is key in jobs where even minimal leakage is unacceptable.
Stability Under Harsh Operating Conditions
What sets Longgang Pump’s work apart from others is how it holds up under pressure. The LBD (BB2) keeps running steadily by using:
- Rigid shaft design operating below the first critical speed.
- Multiple bearing options, including sliding, rolling, and strong lubrication types.
- Resistance to cavitation and vibration due to optimized hydraulic geometry.These qualities deliver good results over broad pressure and heat ranges. That spans from –80°C to +450°C. So, it works great for mixed and unstable liquid jobs.
Common Centrifugal Pump Failure Causes
Mechanical Wear and Seal Breakdown
In regular pumps, rubbing wear on seals and bearings starts many problems. Sealless types fix this completely. Or, strong builds like the LBD (BB2) cut it down a lot. From industry stats, wear accounts for 50% of failures in sealed pumps, but drops to under 10% in sealless ones after five years of service.
Improper Installation or Alignment
Bad setup during putting together can cause shakes or too much load on the shaft. Longgang Pump fights this with exact building methods and CNC machining that hits high accuracy in sizes. A misaligned pump in a refinery once vibrated at 5 mm/s, causing a bearing failure in weeks; proper CNC work keeps levels under 1 mm/s consistently.
Inadequate Lubrication or Cooling
Longgang Pump’s LBD (BB2) handles oiling issues with different bearing choices tied to power levels. This includes pushed-oil sliding bearings for heavy duties. It keeps steady work through wide heat swings. In high-load tests at 400°C, these bearings maintained oil film thickness above 10 microns, preventing dry runs that plague standard setups.
Pump Maintenance Best Practices
Optimizing Maintenance Schedules
Today’s centrifugal pumps link up with sensors that watch for issues ahead of time. This method lets workers monitor shakes, heat buildup, and flow shifts. They spot problems early, before they turn into big breakdowns. Longgang Pump’s approach to service covers tracking after the sale and giving tech advice. This helps customers keep their pumps in top shape.
Training Operators for Better Uptime
Our support after the sale stresses teaching operators the right ways. This helps avoid wrong use or quick damage. When staff know how the system works and what upkeep steps to take, they react fast to changes in work. At Longgang Pump, we provide help with setup on-site and training for running things. We tailor it to what each buyer needs.
Conclusion
Longgang Pump’s LBD (BB2) radial dissection chemical process centrifugal pump shows how current building methods match tight rules like API 685 for safe moving of chemicals. It does this by cutting out mechanical seals with optional sealless setups. Plus, it uses solid split casing ideas. This unit faces leaks directly. Leaks stand as a top weak point in handling risky liquids. Add in lower upkeep needs, heat toughness, and wide use in petrochemical areas. Over 500 units installed globally since 2015 have logged with extensive global installations demonstrating high operational availability, proving its value in real operations across refineries and synthesis plants.
FAQ
Q: What are the main benefits of using a radial dissection centrifugal pump in chemical processing?
A: Radial dissection pumps like LBD (BB2) allow easy access for inspection and maintenance while offering high resistance to pressure surges and temperature-induced expansion.
Q: Does Longgang Pump offer magnetic drive options for the LBD (BB2)?
A: While traditionally sealed under API 610/682 guidelines,For processes that strictly require API 685-compliant sealless technology, Longgang Pump recommends purpose-designed magnetic drive or canned motor pump models developed specifically under API 685 requirements.
Q: How does the LBD (BB2) manage high-temperature media safely?
A: It features centerline mounting and metal spiral-wound gaskets that maintain seal integrity even under extreme thermal stress.
Q: What industries commonly use Longgang Pump’s LBD (BB2)?
A: It is widely adopted in oil refining units, ethylene plants, coal chemical processes, ammonia synthesis facilities, and energy recovery systems.
Q: How can I ensure optimal performance from my centrifugal pump?
A: Implement predictive maintenance using sensor data, follow scheduled inspections, train staff on proper handling procedures, and use OEM-certified parts as provided by Longgang Pump.




