



In the complex array of pipes and vessels that serve as the foundation of contemporary industry, the steady and dependable transport of fluids holds great importance. From unstable petrochemicals to harsh chemical substances, the capacity to move liquids securely and effectively determines operational achievement. Here, the centrifugal pump enters the picture. It appears straightforward yet robust, and it has emerged as the reliable mainstay for numerous uses. But why does it stand out as the preferred option? This piece examines the main advantages of centrifugal pumps. It also shows how collaborating with an expert producer, such as Longgang, can maximize their effectiveness in your processes.
What Makes Centrifugal Pumps the Industry Standard?
The leading role of centrifugal pumps in areas like the petrochemical, chemical, and coal chemical sectors arises from deliberate design. It comes from a distinctive blend of elegant structure, practical adaptability, and strong output.
Simplicity in Design, Power in Performance
Fundamentally, a centrifugal pump functions on a basic concept. A turning impeller rotates the liquid. This action changes rotational kinetic energy into the hydrodynamic energy of fluid movement. Then, this kinetic energy turns into pressure as the fluid leaves the pump. Such a basic structure, featuring minimal moving components, leads to outstanding dependability and reduced upkeep needs when compared to more intricate pump varieties. The decreased friction and abrasion result in extended service duration and fewer interruptions. These factors prove vital in ongoing industrial operations.
Unmatched Versatility Across Applications
Among the chief strengths of centrifugal pumps lies their adaptability. Engineers can customize them to manage a broad spectrum of fluids. These range from pure water to gritty slurries and aggressive chemicals. Their structure permits building from diverse materials. This resists chemical damage and erosion. Such flexibility positions them as the standard selection for varied tasks. These include expansive oil refineries, ethylene facilities, and sites focused on coal gasification, liquefaction, and methanol creation.
Superior Efficiency and Flow Rates
Centrifugal pumps gain fame for generating a steady, uninterrupted, and pulse-free flow. This proves crucial for procedures needing consistent settings. They manage exceptionally high flow volumes with ease. As a result, they suit large-scale transfer tasks perfectly. This capability not only maintains process steadiness but also yields notable energy reductions across the pump’s lifespan.
The Longgang Advantage: Engineering Excellence in Centrifugal Pumps
Grasping the conceptual strengths of a centrifugal pump marks one step. Yet, achieving them amid tough, practical industrial settings demands more. It calls for alliance with a maker holding profound technical knowledge and a solid history of success.
Longgang qualifies as a trusted provider to major players like CNPC, Sinopec, and CNOOC. The company delivers seasoned and dependable pump options for vital field uses. Featuring a focused R&D group of almost 70 specialists and more than 700 staff, Longgang merges fresh ideas with sturdy production skills.
A Diverse Portfolio for Specialized Needs
Standard offerings fall short for targeted sectors. Longgang presents a full range of items crafted to fulfill exact working demands. This encompasses:
- LBD(BB2) Radial Dissection Chemical Process Pumps: Well-suited for the rigorous conditions of chemical handling, these deliver solid output and resistance to chemicals.
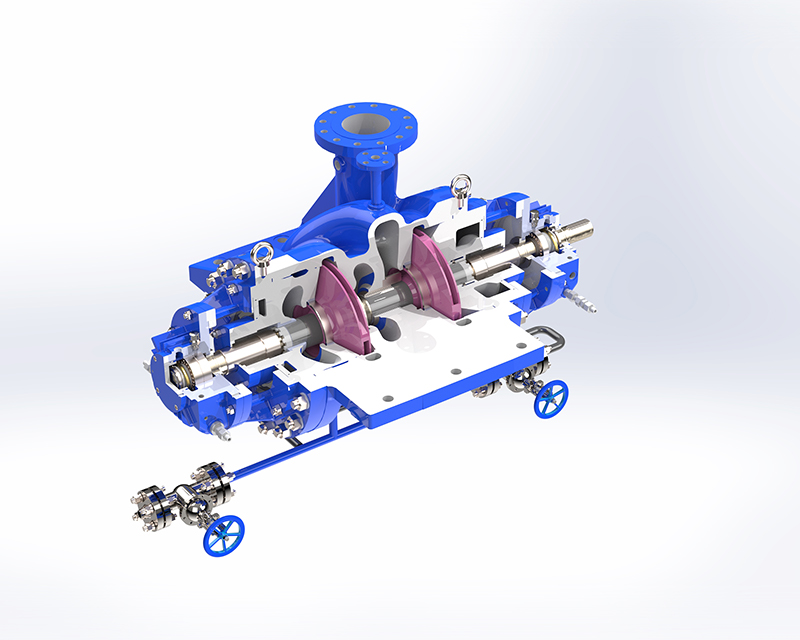
- LTD(BB5) Double Shell Multi-Stage Pumps: Built for elevated-pressure and elevated-temperature duties, these units supply the security and steadiness required for managing unstable liquids in essential tasks.
- LDD(BB4) High-Pressure Segmented Multi-stage Pumps: These are ideal for uses such as high-pressure boiler feed water and similar setups needing substantial head pressure.
- Axial Split, Cantilever, and Vertical Suspended Pumps:Various setups, including LAD(BB1), LZA(OH1), and LDT(VS6), guarantee a customized fix for nearly any facility arrangement or process need.
Proven Reliability in Demanding Projects
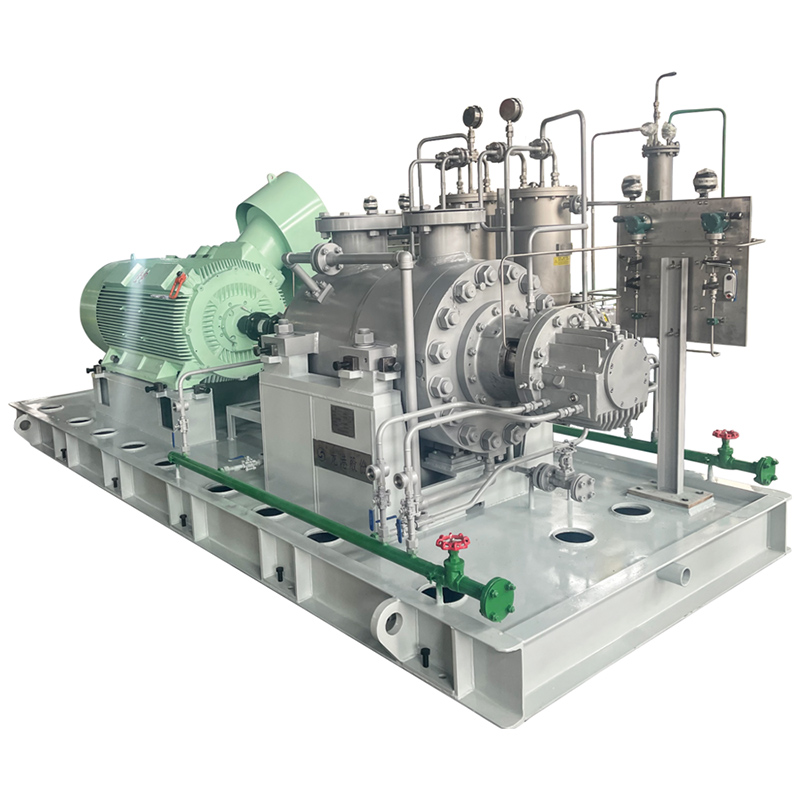
A pump’s true caliber emerges in actual use. Longgang pumps have played key roles in many significant endeavors. They show toughness and steadiness under strain. For example, during the 2023 Yulong Island Refining and Chemical Integration Project, a Longgang unit with a BB5 design was chosen to carry high-temperature hot oil. This highlights its endurance in severe surroundings. Likewise, in the Qilu Petrochemical – Shengli Oilfield Million Tons CCUS Project, a Longgang pump that handles 125m³/h at an 800m head served as a core element. It displayed strong high-pressure features.
Commitment to Quality and Comprehensive Service
Longgang backs its items with a strong framework for aid and upkeep. Clients gain from a 12- or 18-month guarantee, ongoing service, and no-cost technical guidance. When problems occur, Longgang pledges quick action on all quality concerns within 24 hours. It also sends skilled staff to locations for setup, evaluation, or issue resolution as required. This dedication makes opting for a Longgang pump a sustained outlay in smooth running.
Key Benefits of Choosing the Right Centrifugal Pump
Picking the appropriate centrifugal pump from a credible maker like Longgang brings concrete gains. These affect financial results directly.
Enhanced Operational Efficiency
A pump aligned precisely with its task cuts energy loss. Longgang’s knowledge assures you receive a fixed tune to your particular flow volume and pressure needs. Consequently, this leads to decreased energy use and trimmed running expenses.
Increased Safety and Reliability
Within the chemical and petrochemical fields, safety remains absolute. The sturdy build and superior craftsmanship of Longgang pumps secure containment of risky fluids. This averts spills and expensive breakdowns that might threaten workers and the surroundings.
Long-Term Cost-Effectiveness
The upfront cost of a pump forms just one aspect of its overall ownership expense. Thanks to their strong dependability, minimal upkeep demands, and energy thrift, Longgang centrifugal pumps provide superb enduring value. This gets boosted further by access to certified replacement components and perpetual service. Thus, your gear operates at peak for years ahead.
Conclusion
Centrifugal pumps have justly secured their status as the leading pick for industrial fluid handling. This stems from their basic structure, flexibility, and thrift. Still, to fully leverage these gains, one must choose a top-tier pump built for the given task.
With an established history in large industrial ventures and a firm pledge to standards and client aid, Longgang supplies the effective and steady centrifugal pump fixes essential to propel the current industry forward.
If you seek a pumping fix that yields output, steadiness, and enduring worth, reach out to the specialists at Longgang now.
FAQ
Q: What industries do Longgang centrifugal pumps serve?
A: Longgang provides key pump solutions for a wide range of industries, including petrochemical, chemical, coal chemical, fertilizer, and Carbon Capture, Utilization, and Storage (CCUS) projects.
Q: What kind of after-sales support does Longgang offer?
A: We offer a comprehensive support package including a 12- or 18-month warranty, lifetime service, on-site technical assistance for installation and testing, readily available spare parts, and a guarantee to respond to all quality issues within 24 hours.
Q: Can Longgang pumps handle high-pressure and high-temperature applications?
A: Absolutely. Models like our LTD(BB5) Double Shell Multi-Stage Pump are specifically designed for high-temperature and high-pressure services, as proven in projects involving the transport of hot oil in major refining and chemical facilities.




