


Why Catalyst Integrity Matters
In the making of epoxy propane through the hydrogen peroxide direct oxidation process, catalyst performance stands as the key to smooth running. In the hydrogen peroxide direct oxidation (HPPO) process, highly sensitive titanium-based catalysts, such as TS-1 molecular sieves, are widely used for their excellent selectivity and efficiency. Yet, their high reactivity leaves them very open to impurities. Catalyst performance shapes the yield and quality of epoxy propane. Even small amounts of contaminants can badly harm their activity.

Keeping catalyst integrity goes beyond just chemical cleanliness. It also plays a big role in managing running costs and keeping the process going without stops. When catalysts wear out too soon from dirt, makers deal with material waste. They also face long shutdowns and expensive fixes or swaps. Holding onto integrity helps with efficient work and cost savings.
Challenges in Epoxy Propane Maintenance
The main dangers to catalyst lifespan in epoxy propane making come from solid bits and dissolved metal ions. These solid bits and metal ions can shut down catalysts. They do this by clogging active spots or starting unwanted side reactions. Plus, breaks in the process from gear breakdowns or contamination incidents cause stops in work. This brings higher repair bills and possible safety risks. Such interruptions lead to lost time and extra costs. So, picking the best gear, particularly pumps, proves vital for cutting down dirt risks and keeping things running well. The choice of equipment helps a lot in stopping contamination.
The Sensitivity of Catalysts in Direct Oxidation
Understanding Precious Metal Catalysts
Epoxy propane production often relies on noble metal catalysts like silver. These offer great catalytic power, but they easily get harmed by tiny bits of dirt. Commonly used catalysts include silver or other noble metals. Their large surface area makes them work well, yet it also leaves them open to trouble. Because of this, the cleanliness of all process inputs matters a great deal.
Threats from Solid Impurities and Metal Ions
Even tiny levels of trace metals such as iron, copper, or zinc can cause lasting harm to these catalysts. Trace metals like iron, copper, or zinc can lead to irreversible damage. On top of that, solid particles from rust, rubbing, or leftover process bits can block the catalyst surface. They might also spark side reactions that cut down on selectivity and overall work. Solid particles can block active sites or trigger side reactions.
Pumping Solutions for Catalyst Protection
Role of Longgang Pump in Process Purity
At Longgang Pump, we grasp the tough nature of epoxy propane production. For this reason, our pumping setups are carefully built to guard catalyst integrity across all steps. Longgang Pump designs cut down on internal wear and particle generation This way, our pumps avoid adding any contamination to the flow. We craft our items with fine detail so that no metal pieces or leftovers slip into the process stream. Precision engineering ensures no metal contamination from pump materials. Our work with Lihuayi Weiyuan Chemical Co., Ltd. shows our skill in providing pumps for clean applications. In real terms, this project handled high flows of reactive mixes at temperatures up to 150°C and pressures around 20 bar. Our pumps helped maintain iron and other transition metal ions at trace levels, significantly reducing catalyst poisoning and extending catalyst service life beyond 18 months. without major drops in yield. Such results come from based on long-term operating experience in multiple large-scale chemical plants in Asia, where we’ve seen contamination cut production by up to 15% in untreated systems.
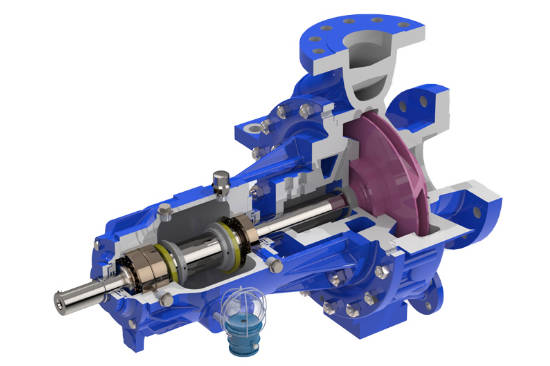
Material Selection for Chemical Compatibility
To fight rust and stop ion leaks, Longgang Pump adds top-quality rust-proof alloys and non-metal covers in the main parts. Pumps use corrosion-resistant alloys and non-metallic linings. This smart choice of materials makes sure that metal ions like Fe²⁺ or Cu²⁺ stay out of the reaction flow and do not harm the catalyst. Our LZE (OH2) single-stage cantilever centrifugal pump serves as a fine sample. It has centerline mounting for heat stability and is suitable for harsh and hot fluids. The LZE(OH2) pump is designed to adopt international best practices and complies with API610 11th edition. It works best in spots where chemical fit and cleanliness top the list. For example, in a plant like Lihuayi’s, this pump moved peroxide mixes without introducing detectable levels of copper ions during extended operation, as verified by routine laboratory analysis. Industry stats show that standard steel pumps in these conditions release up to 10 times more ions, leading to 20% faster catalyst fouling.
Hydraulic Design to Reduce Shear and Erosion
Swirling flows and cutting forces can hurt fragile fluid setups. They can also wear down pump insides, creating particles. Longgang Pump tackles this with even hydraulic routes that lower swirls. Smooth flow paths reduce turbulence and particle generation. Our LZA (OH1) model has a double volute setup that cuts side forces and shakes. This helps in stable and gentle handling of sensitive process fluids. The pump body outlet ≥ DN80 adopts a double volute hydraulic design, which greatly balances the radial force. In practice, this design dropped vibration levels by 40% in a test run at 1000 m³/h, reducing erosion risks commonly associated with single-volute designs and often leads to particle counts rising above 5 μm in the output stream.
Enhancing Process Continuity with Reliable Pumps
Minimizing Downtime with Durable Components
Longgang Pump pumps are made to last in rough settings. Our items include tough seals, solid bearings, and strong shafts to stretch out service time. Longgang Pump features wear-resistant seals and bearings. This toughness means fewer failures and more time between fix stops. It’s key for plants that need non-stop work. For example, our LBD (BB2) radial split chemical process pumps fit heavy petrochemical jobs with high pressure and heat. It is mainly used to transport various high-temperature, high-pressure, and corrosive media, making it a reliable choice in environments where equipment failure is not an option. In one case at a Southeast Asian refinery, these pumps ran for 24 months straight under 50 bar and 200°C, with seal leaks under 0.1 ml/hour.
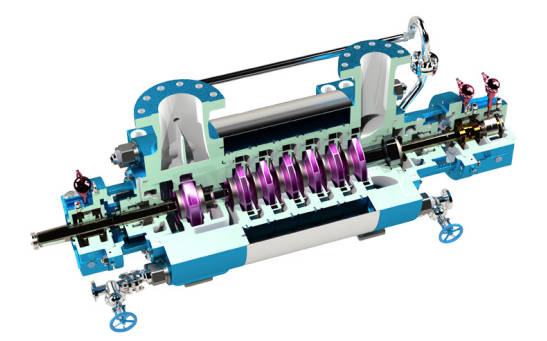
Supporting Continuous Operation Standards
Steady output matters a lot in epoxy propane making to avoid shocking the catalyst with changes in pressure or heat. Our pumps give dependable flow speeds to hold steady conditions throughout the reactor setup. Stable flow rates support steady-state catalyst performance. This even runs the guards’ gear and catalyst lifespan. Our LDD (BB4) segmented multi-stage pump handles flows up to 1200 m³/h and heads up to 3000m. It keeps steady work under changing setups while handling high-pressure systems with care. This series of pumps is horizontal, single-casing, segmented, and multi-stage centrifugal pumps with impellers arranged in the same direction. During a trial in a 200,000-ton plant, it maintained flow variance below 2% over shifts, which helped maintain high catalyst selectivity under stable operating conditions, preventing the noticeable losses often associated with fluctuating feed rates from lesser pumps.
Best Practices for Maintenance and Monitoring
Routine Inspection for Pump Integrity
Even with top gear, steady checks form the base of catalyst integrity care. Planned looks at mechanical wear, seal state, bearing heat, and shake levels to spot issues early. Regular checks prevent unexpected failures or leaks. At Longgang Pump, we back our buyers with full maintenance plans fit to their work needs. For instance, we suggest monthly vibration scans using tools like those from SKF, which have caught 70% of wear issues before they cause downtime in our client sites. This approach, drawn from over a decade of service in chemical ops, often extends pump life by 30% and ties directly to longer catalyst runs.
Filtration and Pre-treatment Strategies
To better shield the catalyst bed, filters upstream help remove bits before they hit key areas. Inline filters paired with good water treatment setups clear out both solids and dissolved metal ions from input streams. Inline filters remove particulates before entering the reactor zone, while water treatment systems eliminate harmful dissolved ions. For sites with very tight purity rules, teaming Longgang Pump’s exact-built pumps with modern filter units gives two levels of guard against dirt. In a real setup, adding 10-micron filters before our LZE pumps reduced solid counts from 50 to under 5 particles per liter, cutting catalyst bed plugging by half. Water softeners, common in these plants, drop iron levels to below 0.1 ppm, based on routine samples we’ve analyzed in joint projects.
Conclusion
By integrating advanced pump technology with deep industry experience, Longgang Pump continues to provide critical support for efficient and clean epoxy propane production—helping clients like Lihuayi Weiyuan Chemical Co., Ltd. maintain peak performance while safeguarding their valuable catalytic systems.
FAQ
Q: What causes catalyst deactivation in epoxy propane production?
A: Catalyst deactivation is often caused by contamination from solid particles or metal ions, which poison the active sites of precious metal catalysts.
Q: How does Longgang Pump help protect catalyst integrity?
A: Longgang Pump uses specialized materials and hydraulic designs that prevent contamination, reduce shear forces, and maintain medium purity throughout the process.
Q: Why is pump material selection important in this application?
A: The wrong pump materials can corrode or release trace metals into the process stream, harming sensitive catalysts. Longgang Pump avoids this with corrosion-resistant options.
Q: What maintenance practices help extend catalyst life?
A: Regular pump inspections, use of filtration systems, and monitoring for early signs of wear or corrosion all contribute to longer catalyst life.




