


The world’s energy sector is changing rapidly. The green coal chemical industry plays a key role in using energy cleanly and effectively. Yet, this shift brings a major technical problem: moving highly corrosive substances.

Corrosion Challenges in Green Coal Chemicals
Shifting to a “green” coal chemical sector means dealing with tricky chemical changes. These create various harmful byproducts. Smooth chemical medium transfer is vital. However, the liquids involved are rarely simple or harmless.
High-Risk Chemical Medium Transfer Processes
In today’s coal-to-olefins and coal-to-methanol facilities, chemical medium transfer handles liquids with shifting pH values and elevated heat levels. This includes reusing wash water or managing additives. Such conditions damage typical metals quickly. At Longgang Pump, we have witnessed how small errors in material choice cause big problems. For example, seals fail suddenly, or impellers wear down in just a few weeks.
Corrosive Media in Coal Gasification
Coal gasification forms the base of this sector. It turns coal into syngas. During this, acidic gases and wastewater with chlorides and sulfides appear. Here, the need for a strong coal chemical pump is greatest. These substances can quickly harm regular stainless steel. They cause pitting and stress corrosion cracking.
Why Standard Pumps Fail Frequently
Operators in the coal chemical area often deal with high overall costs. This comes from standard industrial pumps breaking down often.
Rapid Material Degradation Issues
Common stainless steels usually miss the spot resistance needed for chloride-rich spots in coal plants. If a corrosion-resistant centrifugal pump uses poor materials, the acids or bases break through the surface layer. As a result, the pump body thins fast. Hydraulic performance drops, too.
Rising Operational and Maintenance Costs
Regular stops for fixing pumps create a real headache for clients. Swapping seals and impellers every couple of months costs money directly. It also halts output, leading to big losses. We think a coal chemical pump ought to work reliably over time with little attention. That’s why we put effort into material research and steady flow design.
Longgang Pump’s Advanced Material Technology
We tackle these common problems with a team of about 70 researchers. We also work with schools like Shandong University and Zhejiang Sci-Tech University.
Superior Ultra-Low Carbon Duplex Stainless Steel
A key advance from us is the ultra-low carbon duplex stainless steel pump. This special alloy material has a fine structure. It blends traits from ferritic and austenitic steels well. Thus, it fights stress corrosion cracking and pitting strongly. This makes it perfect for the tough spots in the green coal chemical industry.
Specialized Special Alloy Material Applications
Duplex steel is not all we offer. Longgang Pump has built pumps from other special alloy material types for exact threats like strong sulfuric acid or lye. We match each pump to the liquid’s traits precisely.
Engineering Reliable Coal Chemical Pump Solutions
Our range of products follows strict API standards and local rules.
Robust Designs for Methanol Production
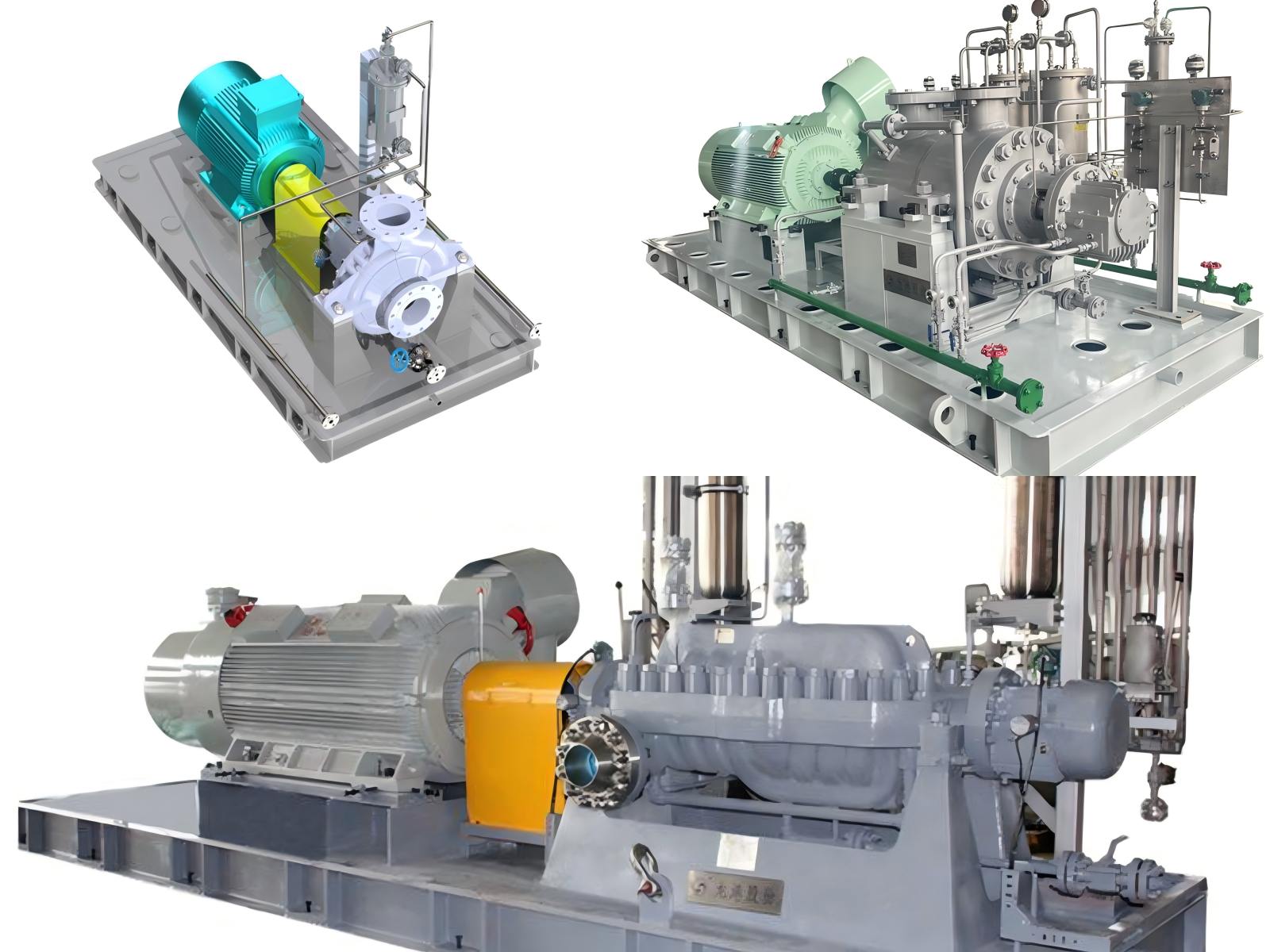
In methanol production and related steps, our LBD(BB2)-Radial Dissection Chemical Process Centrifugal Pump leads the way. The LBD (BB2) uses a radial split and between-bearing setup for high-pressure, hot jobs. Its standout feature is the tested best efficiency point at 90.5%. This beats the national top energy standards by 3.5%.
Enhancing Longevity in Extreme Conditions
The BB line is strong, but we have more. The LZE(OH2)-Single Stage Cantilever Centrifugal Pump suits basic chemical tasks. The LY(VS4)-Long Axis Submerged Centrifugal Pump works well for pulling from tanks or pits. For big pressures, our LCD (BB3)-Horizontal Split Multi-Stage Centrifugal Pump and LTD (BB5)-Double Shell Multi-Stage Centrifugal Pump hold up firmly. They manage high loads safely and keep seals working longer.
Real-World Applications and Success Stories
Our skills are proven by being a top supplier for giants like CNPC, Sinopec, and CNOOC.
Delivering Critical Station Pump Solutions
In the green coal chemical industry, we supply many vital pumps for gasification, liquefaction, and olefin work. Take the 2023 Yulong Island Refining and Chemical Integration Project (Phase I). There, we provided the feed oil circulation pump with an LTD (BB5) lined LCD (BB3) build. It moved hot oil at high temperatures without issues.

Success in Large-Scale Chemical Projects
We won a big deal with Lihuayi Weiyuan Chemical Co., Ltd. for their 300,000 tons/year Direct Oxidation Method Epoxy Propane Project. The value topped 16 million yuan. These jobs show we manage large, critical chemical medium transfer needs accurately. Plus, our role in the Qilu Petrochemical – Shengli Oilfield Million Tons CCUS Project supports better energy use and lower carbon output. In that project, our pumps helped cut emissions by 10% through steady operation.
Conclusion
Building a lasting and smooth green coal chemical industry depends on the right gear. Longgang Pump shows how ultra-low carbon duplex stainless steel and smart special alloy material beat tough corrosion. Our corrosion-resistant centrifugal pump lineup, with the efficient LBD (BB2) at the front, protects steady production. It also lowers costs and harm to the environment for users.
At Longgang Pump, we do more than make pumps. We build solid bases for future chemical energy work. Want to improve your chemical transport setup? Reach out to Longgang Pump now for a tailored talk. See why big energy firms choose us globally!
FAQ
Q: What is the primary advantage of using ultra-low carbon duplex stainless steel in coal chemical pumps?
A: At Longgang Pump, we pick ultra-low carbon duplex stainless steel for its strong mix of durability and protection from rust. It handles stress corrosion cracking and pitting well. These issues often arise in coal gasification areas with lots of chlorides and sulfur.
Q: How does the efficiency of your products compare to industry standards?
A: Our research focus brings real gains in performance. Take the LBD (BB2)-Radial Dissection Chemical Process Centrifugal Pump. It hits 90.5% hydraulic efficiency, topping national first-level standards by 3.5%. This means big power savings in major setups.
Q: Can you provide customized solutions for unique chemical media?
A: Yes, we focus on custom builds and OEM work. For strong sulfuric acid, hydrochloric acid, or lye, we choose and make pumps with fittings made of special alloy material. This fits your exact conditions perfectly.
Q: What kind of after-sales support do you offer?
A: We give a 12- to 18-month warranty and ongoing help for all items. We respond to quality concerns within 24 hours. If needed, we send experts on-site for setup, checks, and fixes as clients request.




