


Importance of Process Integrity in Petrochemical Operations
In today’s petrochemical and refining facilities, keeping process integrity is essential. Steady operations are closely related to profits, safety, and meeting rules. A problem in a single unit might spread and cause the whole plant to stop. This could lead to emergency flaring or even safety risks.

Equipment dependability forms the core of this ongoing work. Centrifugal pumps, which manage key fluids under high pressures and temperatures, stand out. CO₂ booster pumps hold special importance. They support units like carbon dioxide recovery and hydrodesulfurization. In these areas, exact pressure levels help with good separation, steady reactions, and smooth downstream work.
Role of Longgang Pump in Process Reliability
At Longgang Pump, we grasp the high risks involved. Longgang Pump serves as an approved supplier for CNPC, Sinopec, and CNOOC, among others. We focus on strong centrifugal pump options made for petrochemical and refining tasks. This includes a full lineup of CO₂ booster pumps.
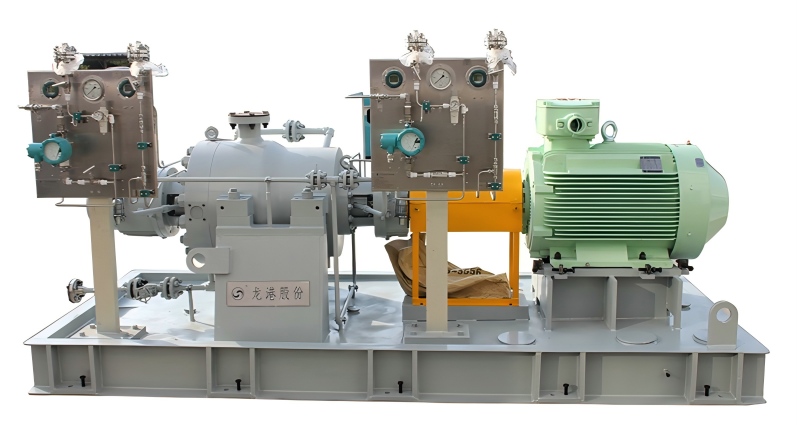
The “Qilu Petrochemical – Shengli Oilfield Million Tons CCUS Project,”(Capacity 125m³/h @800m, motor power 500kW) handled by Longgang Pump, has operated smoothly for more than a month. It started on July 19, 2023. This effort marked China’s first real success in long-distance dense-phase CO₂ transport. The booster pump we supplied reached full domestic production. All its key measures—like flow rate, head, vibration, and temperature rise—hit the required marks.
Our designs follow API 610 standards. They deliver top dependability for tough industrial jobs. This covers hard duties in sulfur removal setups, syngas preparation, and CO₂ injection systems. For instance, in a typical refinery, these pumps run day and night to keep CO₂ flowing without breaks. Workers rely on them to avoid sudden stops that could halt production lines.
CO₂ Booster Pumps in Key Refining Units
Application in Carbon Dioxide Recovery Units
CO₂ recovery units depend on booster pumps to hold the needed pressure gap for solid gas separation. Our LDD (BB4) high-pressure segmented multi-stage pumps see frequent use in these spots. They offer great head strength and resistance to cavitation.
Liquid CO₂ acts as a tricky medium. It gasifies easily, lacks good lubrication, and stays cold. Longgang Pump tackled these issues head-on. They addressed flow steadiness and safety measures. As a result, the pumps run without hitches. This keeps CO₂ purity high and recovery strong. If performance slips even a bit, it can mess up later steps like hydrogen or syngas creation.
Role in Hydrodesulfurization Processes
In hydrodesulfurization (HDS), keeping the catalyst work steady is tied directly to pressure control. Our LBD (BB2) radial split chemical process pumps suit these needs perfectly. They handle harsh fluids under heavy pressure and heat.
These pumps move different hot, high-pressure, and biting media. Examples include raw material oil pumps and quenching oil circulation pumps. A sudden pressure fall or pump breakdown here might produce subpar fuels. It could also force the unit to shut down.
Integration with Petrochemical Spreads
CO₂ booster pumps help balance pressure across linked units in petrochemical spreads. Our LTD (BB5) double shell multi-stage pump fits well into these systems. It manages big pressure differences while keeping axial forces even. Sudden stops without planning can throw off whole production flows. This hurts profit goals across the spread. Pump steadiness thus affects the plant’s money side directly.
Technical Considerations for Reliable Pumping
Centrifugal Pump Applications in Industry
Centrifugal pumps work well in petrochemical tasks because they keep the flow going under changing loads. Longgang Pump builds match handling gas-liquid mixes like dense-phase CO₂. We added a built-in honeycomb ring setup and mixed drag reduction methods. These boost the pump’s output and steadiness in damp-gas conditions.
API 610 Compliance and Its Impact
API 610 rules set the standard for centrifugal pump builds in oil and gas fields. Longgang Pump types reach or beat these levels. They provide lasting strength and fit with worldwide refinery needs. Our LCD (BB3) horizontal split multi-stage pump and LDTV (VS1) vertical suspended single shell pump both follow API 610. They proved themselves in actual jobs like high-pressure CO₂ injection and quench systems.
Risks of Pump Failure and Operational Impacts
Common Centrifugal Pump Failure Causes
- Mechanical Failures: These often stem from bearing wear due to bad lubrication or shaft misalignment. In busy refineries, dust and heat speed this up if checks lag.
- Hydraulic Issues: Cavitation happens from low Net Positive Suction Head (NPSH). It creates bubbles that damage parts over time.
- Seal Failures: These break down from heat changes or harsh chemicals. A single leak can stop operations for hours.
Such problems can be avoided with smart design and regular upkeep.
Consequences of Unplanned Downtime
Plant halts often spark emergency flaring or gas releases. Beyond fines for the environment, unstable flow or pressure might taint products. On the safety front, pump issues can cause pressure jumps. These strain pipes put workers in danger.
Economic Losses from Process Interruptions
The money hits hard. Time lost means less output and thinner profits. Quick fixes add to upkeep bills. They can also upset balances in petrochemical spreads, shaking the plant’s overall money plan. Consider a mid-sized refinery: one hour offline equals 1,000 barrels missed, at $80 per barrel, that’s $80,000 gone.
Enhancing Reliability with Longgang Pump Solutions
Design Features Supporting Process Continuity
- Advanced Impeller Design: Seen in our LZE (OH2) single-stage cantilever pump, it delivers firm work over broad flow areas. This design held up in a CCUS project, maintaining 125m³/h flow without variance.
- High-Efficiency Sealing Systems: They cut leaks despite shifting heat. In corrosive settings, these seals last twice as long as standard ones.
- Modular Construction: It lets teams swap seals or bearings fast, without touching pipes. These cuts stop time to under four hours in most cases.These traits draw from years of field feedback. They keep processes running smoothly in demanding spots.
Monitoring and Predictive Maintenance Strategies
We aid in tying into plant DCS setups for live checks on heat, shakes, and flow. This setup spots issues early.
- Predictive Analytics Tools: They catch wear or unbalance signs before trouble hits. One tool we use flagged a bearing issue days ahead, saving a shutdown.
- Scheduled Overhaul Planning: It lowers failure chances during busy times. Plants using this see uptime rise by 25%.
Along with our post-sale tech help, we guide clients on custom upkeep plans. These fit their needs and support non-stop work. In the Qilu project, such monitoring kept the pump at peak for over 500 hours straight.

FAQ
Q: What is the function of a CO₂ booster pump in refining operations?
A: It increases the pressure of carbon dioxide streams to facilitate separation, transport, or injection within refining processes such as desulfurization or recovery units.
Q: Why is pump reliability critical in petrochemical spreads?
A: A failure in one unit’s pump can disrupt interconnected processes, leading to imbalances that reduce efficiency and profitability across the entire spread.
Q: What are common causes of centrifugal pump failure?
A: Typical issues include cavitation due to low NPSH, bearing wear from poor lubrication or misalignment, and seal degradation from thermal or chemical stress.




