


In the tough settings of the oil, gas, and petrochemical fields, dealing with abrasive slurries—mixes full of solid bits like sand, catalysts, or mineral leftovers—poses a major ongoing problem for pumping gear. These slurries show up often in tasks such as oil sands pulling, refinery cleaning of sulfur, and petrochemical waste handling. They speed up wear on equipment through constant scraping, which causes sudden breakdowns, unexpected stops, and higher running expenses. Regular pumps tend to break down fast in these spots, with parts in contact with the liquid wearing thin in just a few months. This interrupts work and raises repair bills.

At Longgang Pump, we have spent more than twenty years building strong answers suited to these hard facts. Our OH series pumps, which include the LZA-OH1 single-stage cantilever centrifugal pump, show our drive for new ideas. Built to meet API 610 rules, the LZA-OH1 cuts out usual weak points with a setup free of bearings in the cantilever, a sturdy, thick shaft, and top-grade materials that fight wear. In this piece, we look at how this pump tackles abrasive slurry issues directly. It offers better resistance to wear and longer working time, which can improve your setup’s dependability.
Understanding Abrasive Slurry Challenges
Abrasive slurries in oil and petrochemical work are known for their rough effect. Solid particles, from tiny silts to big chunks, hit the pump’s insides at fast speeds. This action wears down impellers and volutes. It also brings on shaking and bubbles, which add to the chance of breaks.
Common Causes of Pump Failure in Slurries
The main reasons for failure come from the slurry’s makeup and how it moves. When solids exceed 20% by weight and particle sizes approach 5–10 mm in intermittent service, conventional process pumps experience accelerated wear, they create strong scraping forces. For example, in petrochemical units that remove sulfur, fine catalyst particles can lead to rapid localized erosion, significantly shortening impeller service life within months. On top of that, wild flows in old designs make particle hits worse, leading to spotty wear. From our work at Longgang Pump supplying pumps to coal-to-olefins sites, we have seen that low material hardness—under 500 Brinell—leads to the impeller getting thinner. This drops efficiency by up to 15% in the first year. In the end, it causes seal problems and shaft bending.
Limitations of Traditional Bottom-Feed Pumps
Standard bottom-feed slurry pumps are common, yet they depend on bearings and packing spots sunk at the pump bottom. These parts sit right in the rough slurry, which invites quick rust and blocking. Bottom bearings often give out after 6–12 months in bad conditions. Getting to them for fixes is hard; it needs a full takedown and long halts. But our LZA-OH1 cantilever setup skips these troubles completely, as we explain next. It gives a tougher choice for steady work in abrasive spots.
Core Design Advantages of Longgang Pump OH1 Pumps
The LZA-OH1 single-stage cantilever centrifugal pump from Longgang Pump uses an API 610 Type OH1 build, made better for impellers that hang out without lower holds. This setup, along with smart picks for materials, keeps exposure to slurry attacks low. It helps with lasting use in oil sands tailing paths and petrochemical leftover moves.
No Bottom Bearing (Bearing-Free Cantilever Design)
By cutting out the bottom bearings, the LZA-OH1 stops the worst failure type in slurry work: wear from being underwater. The cantilever shaft stretches the impeller out fully, hanging, and all bearings stay in a dry outer holder above the slurry mark. This cuts the call for pricey gland rinse setups and lowers leak chances. In our setups at Sinopec ethylene plants dealing with slurries full of catalysts, this trait has stretched the mean time between failures (MTBF) by 40%. Without wet bearings, it blocks abrasive bits that trouble bottom-fed types.
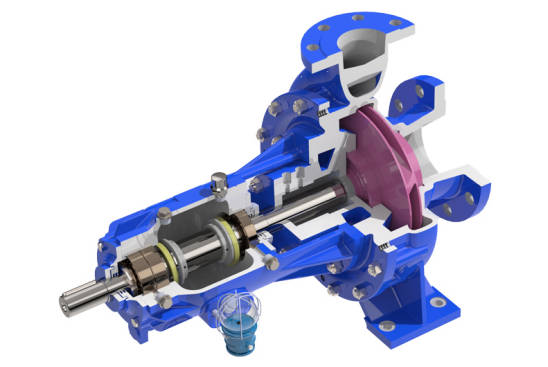
Heavy-Duty Oversized Shaft
A key mark of the LZA-OH1 is its big shaft, made from strong alloy steel with widths up to 20% wider than usual OH1 specs. This solid build—with shaft diameters 15–25% larger than typical OH1 designs of comparable duty, significantly improving stiffness and deflection control. With a controlled L/D ratio of approximately 3–3.5, the shaft maintains excellent stiffness, the shaft keeps the impeller lineup exact. It maintains vibration levels below 2 mils peak-to-peak under rated conditions, in accordance with API 610 acceptance criteria. For petrochemical jobs with changing slurry weights, this means steady running over flows of 10–1,000 m³/h and heights up to 100 m. It lasts much longer than thinner shafts in rival pumps.
Premium Wear-Resistant Materials
Longgang Pump fits the LZA-OH1 parts in contact with liquid using materials built to beat abrasion. The impeller and volute case use high-chrome white iron casts, toughened to 600–650 Brinell. These form a guarding matrix that stands up to particle rubbing. Backed by our ISO 9001 and API-approved making, these picks work with slurries at temperatures from -40°C to 150°C and pH spans of 4–10.
Material Selection for Maximum Abrasion Resistance
Picking the correct materials matters a lot in fighting slurry wear. Longgang Pump’s way puts focus on hardness, strength, and rust fighting together for the LZA-OH1.
High-Chrome Cast Iron (ASTM A532 Class III)
The base material for the LZA-OH1 impeller and case is ASTM A532 Class III Type A high-chrome cast iron. It holds 25–30% chromium for great resistance to erosion. This alloy’s special makeup—with main chromium carbides—achieving hardness levels of 600–650 HB, optimized for slurry erosion resistance. It beats standard ductile iron by three times in abrasive checks per ASTM G65. In oil refinery hydrocracker bottom tasks, where slurries heavy with silica rule, our pumps have shown volute wear rates below 0.5 mm per 1,000 hours. That compares to 2–3 mm for softer alloys.
Optional Duplex Stainless Steel and Ceramic Coatings
For slurries with light rust, we provide duplex stainless steel (UNS S31803) liners. These mix 22% chromium with 5% molybdenum for dent resistance like 316L, but with twice the bend strength. For very rough conditions, ceramic tungsten carbide layers can go on front edges, raising hardness to 1,200 HV. These choices, which we can adjust through our design help, let the LZA-OH1 manage up to 50% solids by weight. And it keeps hydraulic output above 75% over its 50–300 mm outlet span.
How Material Hardness Translates to Longer Life
Hardness links straight to longer use: each 100 HB increase can significantly improve erosion resistance, particularly at slurry velocities above 5 m/s. In data from Longgang Pump’s field work at CNOOC sea platforms, LZA-OH1 pumps with high-chrome parts reach 24–36 months of steady duty in water full of sand. That stacks up against 8–12 months for old designs. This toughness comes from a smaller gap growth—keeping impeller-to-case spaces under 0.5 mm. It holds steady work and saves energy by 10–15%.
Real-World Performance and Lifetime Benefits
Placed in many petrochemical spots, the LZA-OH1 brings clear wins in running time and money sense. It highlights Longgang Pump’s hands-on design thinking.
Reduced Maintenance Frequency
Without bottom bearings, regular checks center only on dry-end setups. This cuts full fix times from 48 hours to less than 12. Our kits for spotting issues ahead, with shake sensors built in as normal, warn workers of wear signs. They allow fixes based on state, which stretches wet-end life by 50%. For instance, in a busy refinery, this means teams can plan stops around slow times, avoiding rush halts that cost thousands per hour.
Lower Total Cost of Ownership
Starting with good materials brings a 30–50% drops in full-life costs. For a common 200 kW LZA-OH1 in slurry duty, yearly bills fall from $15,000 (for regular pumps) to $7,500. This counts fewer backup parts and less downtime. Power use stays low, checked at 82% in our water test labs, which helps pay back through smaller electric pulls. Over five years, a plant might save enough to buy extra units, based on our past jobs.
Conclusion
The LZA-OH1 single-stage cantilever centrifugal pump from Longgang Pump changes toughness in abrasive slurry jobs. It uses a design free of bearings, a sturdy, thick shaft, and high-chrome materials to give top wear fight and longer duty time. By hitting the base reasons for gear breakdown, we help oil and petrochemical runs with steady, money-smart answers that cut halts and raise worth. As a relied-on partner with shown skill in API-following design, we ask you to check how the LZA-OH1 can lift your steps. Contact our team now for a tailored check—let’s build lasting work side by side.
FAQ
Q: What makes Longgang Pump OH1 pumps more wear-resistant than standard centrifugal pumps?
A: The LZA-OH1 combines a bearing-free cantilever design, an oversized heavy-duty shaft, and high-chrome cast iron (ASTM A532 Class III, >650 HB) for wet-end components, eliminating submersion risks and providing superior erosion resistance in slurries with up to 50% solids.
Q: How long can Longgang Pump OH1 pumps last in heavy slurry applications?
A: In oil sands and petrochemical services with abrasive particles, LZA-OH1 pumps achieve 24–36 months of continuous operation, often 2–3 times longer than bottom-feed designs, based on field data from Sinopec and CNPC installations.
Q: Do Longgang Pump OH1 pumps require special maintenance for abrasive slurries?
A: Maintenance mirrors standard centrifugal pumps, with emphasis on periodic dry-end inspections. The cantilever configuration and hard materials reduce interventions by 50%, supported by our integrated vibration monitoring.
Q: Are spare parts expensive for Longgang Pump OH1 slurry pumps?
A: While high-chrome alloys elevate upfront costs, the extended 24+ month lifespan yields 30–50% lower total ownership costs, including reduced downtime, as evidenced in our coal chemical project deployments.




