



Industrial applications in oil refining, petrochemical processing, and power generation frequently require fluid transportation at pressures that exceed the structural and hydraulic limits of single-stage equipment. When discharge requirements reach extreme head levels, the implementation of a multi-stage centrifugal pump becomes the standard engineering solution. However, as pressure increases, so do the internal mechanical stresses. Radial and axial forces create the main issues for rotor stability and mechanical seal life. Choosing between different designs, such as axial split or Segmented Multistage Pumps, call for a clear picture of how these forces are handled.
The Science of Pressure: Why High-Head Applications Need a Multi-stage Centrifugal Pump
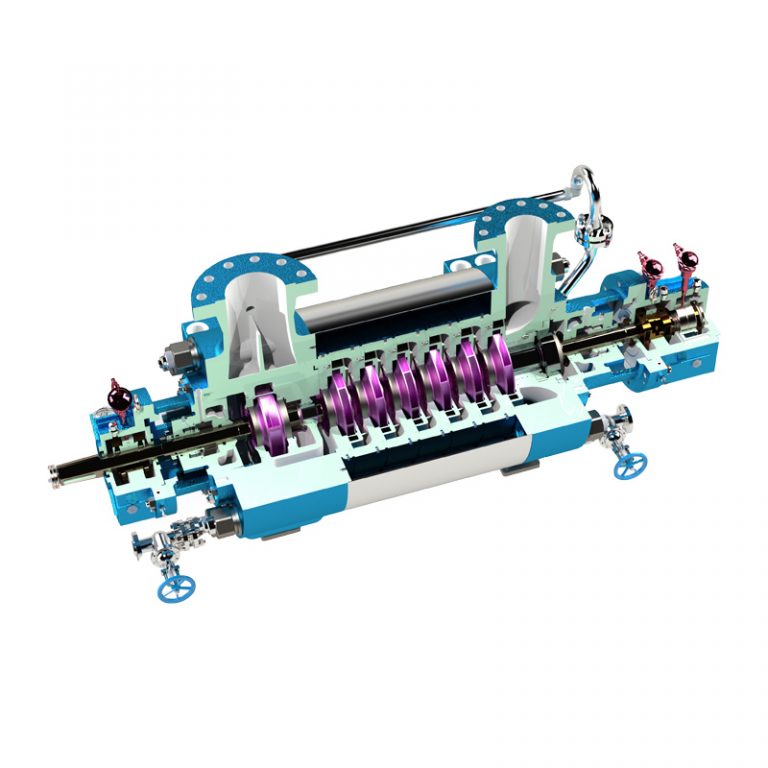
A multi-stage centrifugal pump works by placing several impellers in series. The total head equals the sum of the head produced by each stage. This setup produces very high pressures without the need for extremely high speeds that could harm material strength or suction performance.
Incremental Head Generation via Advanced Impeller Arrays
Longgang Pump uses PUMPCAD hydraulic design software and CFD three-dimensional fluid simulation analysis to improve internal flow patterns.
- Stage-by-stage pressure build-up minimizes the pressure differential across each individual impeller.
- Advanced CFD analysis identifies potential areas of flow separation, allowing for geometry refinement.
- 3D laser printing technology facilitates experimental validation of these complex hydraulic designs before mass production.
Maximizing Efficiency: Longgang Pump 90.5% Hydraulic Benchmark
Operational efficiency is directly linked to the precision of the impeller pump design. In recent research and development cycles, Longgang Pump achieved a hydraulic optimum efficiency point of 90.5% for its BB2 series, which is 3.5 percentage points higher than the national first-level energy efficiency standard. High efficiency not only reduces energy consumption but also indicates a reduction in internal fluid friction, which contributes to lower vibration levels and extended component life.
Decoding the Configurations: Advantages of Multistage Centrifugal Pump Architectures
The choice between axial split and segmental ring designs is often dictated by the specific balance between maintenance requirements and high-pressure operation. Understanding the advantages of multistage centrifugal pump configurations is vital for optimizing plant uptime.
Horizontal Split (BB3) for Ease of Maintenance and Radial Stability
The LCD series from Longgang Pump represents the API 610 BB3 structure. This configuration features a casing that is split along the horizontal centerline, allowing the upper half of the casing to be removed for inspection.
- Maintenance Efficiency: Bearings, mechanical seals, and the entire rotor assembly can be accessed without disconnecting the suction or discharge piping.
- Axial Force Balance: Impellers are symmetrically arranged in a back-to-back configuration.This layout naturally cancels out the majority of axial thrust, requiring only a simple throttle bushing for residual force management.
- Radial Force Management: The volute body is designed with upper and lower symmetrical arrangements, providing automatic radial force balancing during operation.
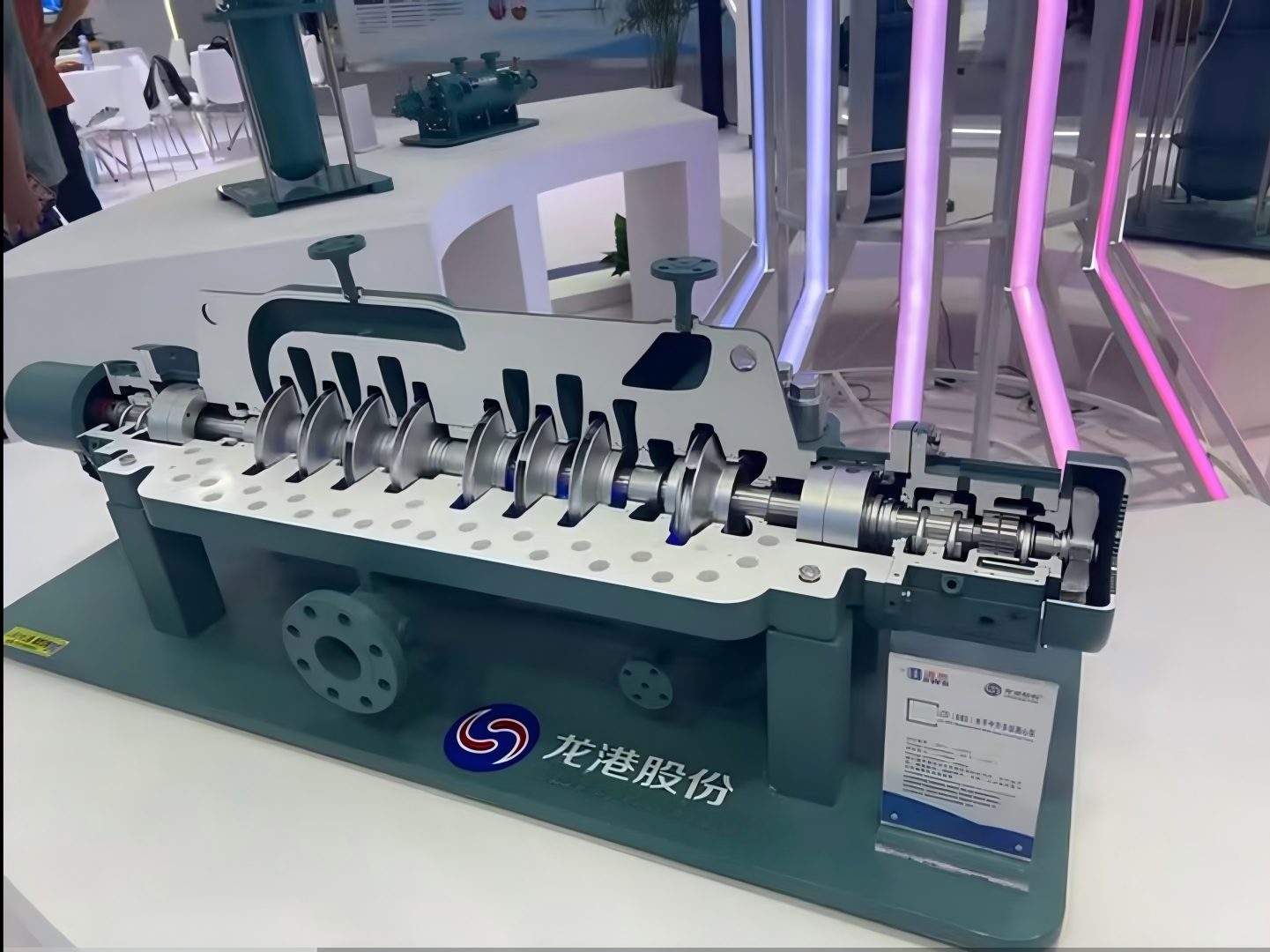
Segmented Multistage Pumps (BB4) for Extreme 30 MPa Environments
For applications demanding the highest possible pressure ratings, such as boiler feed water transport in power plants, Segmented Multistage Pumps (LDD series) are the preferred choice. These pumps utilize a single-casing, segmental ring design where each stage is held together by robust tie bolts.
- High Pressure Integrity: External pressure-bearing parts can be manufactured using forging methods to withstand extreme internal stresses. Longgang Pump utilizes a test bench capable of verifying performance up to 30 MPa.
- Advanced Balancing Mechanisms: The LDD series employs a drum-disc-drum combined balancing mechanism. This system achieves dynamic axial balance during normal operation, ensuring that the bearings do not bear significant axial loads.
- Cavitation Performance: The first-stage impeller can be designed as a double-suction structure to meet low NPSH requirements in larger pump sizes.
Neutralizing Radial Forces: The Secret to Long-Term Reliability
Radial forces are generated by the non-uniform pressure distribution within the pump volute, particularly when operating away from the Best Efficiency Point (BEP). If left unmanaged, these forces lead to shaft deflection and premature bearing failure.
Double Volute Design: Minimizing Vibration and Pressure Pulses
To counter radial imbalance, Longgang Pump implements a double volute hydraulic design for pump outlets larger than DN80. By incorporating an innovative “tongue” design, the fluid pressure is distributed more evenly around the impeller circumference.
- Vibration Reduction: Symmetrical volute channels create opposing radial force vectors that cancel each other out.
- Bearing Longevity: Reduced radial loads mean the heavy-duty bearings operate within their design limits, extending maintenance intervals.
- Seal Integrity: Lower shaft deflection ensures that mechanical seals maintain a stable fluid film, preventing leaks in high-temperature or corrosive services.
Rigid Shaft Engineering: Operating Below the Critical Speed
A key element of impeller pump design at Longgang Pump is the commitment to a rigid shaft philosophy. The shaft is engineered to ensure that the operating speed remains significantly below the first critical speed. A shorter bearing span and optimized shaft diameter minimize deflection even under harsh industrial conditions, ensuring stable and trouble-free operation.
Success Stories: Segmented Multistage Pumps in Mission-Critical Roles
The reliability of Longgang Pump technology is proven through its deployment in major infrastructure projects across the petrochemical and energy sectors.
Pushing Boundaries in CCUS: The 10.0 MPa CO2 Booster Pump
In the Qilu Petrochemical – Shengli Oilfield Million Tons CCUS Project, Longgang Pump provided the critical CO2 pipeline booster pumps. This project represents China’s first independent achievement of long-distance dense-phase carbon dioxide transportation.
- Extreme Media Handling: The pumps transport liquid CO2 at 10.0 MPa, managing challenges like low lubricity and easy gasification.
- Technical Innovation: The solution utilized a self-balancing structural form, embedded honeycomb rings, and composite drag reduction technology for impeller surfaces.
- Environmental Impact: The system reduces CO2 emissions by 1 million tons annually, contributing to reduced CO2 emissions in industrial applications.
Powering Energy Infrastructure: Boiler Feed Systems
Longgang Pump has a long-standing history of providing high-pressure self-balancing boiler feed water pumps for large-scale refineries. A notable example is the Qingdao Refinery Liquefied Gas Safety Improvement project, where the company provided essential pump equipment for the acetic anhydride and boiler water supply sections. The stable operation of these Segmented Multistage Pumps has earned widespread recognition from owners like Sinopec and CNPC.
Conclusion
Managing radial and axial forces is the cornerstone of high-pressure pump engineering. Whether utilizing the maintenance-friendly LCD series or the high-integrity Segmented Multistage Pumps of the LDD series, Longgang Pump ensures that every multi-stage centrifugal pump is optimized for hydraulic efficiency and mechanical stability. By leveraging over 20 years of R&D, API-certified manufacturing, and sophisticated CFD simulation, the company provides solutions that meet the rigorous demands of the global petrochemical and coal chemical industries. The advantages of multistage centrifugal pump technology from Longgang Pump lie in the perfect synergy of precision design and proven field performance.
For detailed technical specifications and customized engineering solutions, contact us at info@longgangpump.com.
FAQ
Q: How does a Longgang Pump multi-stage centrifugal pump achieve higher efficiency than national standards?
A: Longgang Pump utilizes advanced PUMPCAD software and CFD simulation to refine the impeller pump design, achieving hydraulic efficiencies as high as 90.5%. This reduces internal turbulence and energy loss, exceeding national first-level energy efficiency by 3.5%.
Q: What are the primary advantages of multistage centrifugal pump configurations in high-pressure oil refining?
A: The main advantages of multistage centrifugal pump configurations include the ability to build pressure incrementally across multiple stages, reducing mechanical stress on individual components. Options like the BB3 axial split allow for easier maintenance, while BB4 segmented designs handle extreme pressures up to 30 MPa.
Q: Why are Segmented Multistage Pumps preferred for boiler feed water applications?
A: Segmented Multistage Pumps (BB4) offer superior structural integrity for high-pressure boiler feed services. Longgang Pump designs these with a drum-disc-drum combined balancing mechanism to handle axial thrust dynamically, extending bearing life in continuous high-load operations.
Q: How does Longgang Pump manage radial forces to prevent vibration in its multi-stage centrifugal pump models?
A: To manage radial forces, Longgang Pump employs a double volute hydraulic design for outlets larger than DN80. This structure balances the pressure around the impeller, significantly reducing vibration and protecting the mechanical seals and bearings.




